語言
 阿拉伯語
阿拉伯語
 俄語
俄語
 葡萄牙語
葡萄牙語
 日語
日語
 西班牙語
西班牙語
送料機與壓力機工作周期重疊協調控制(二)
Feb 15, 2022
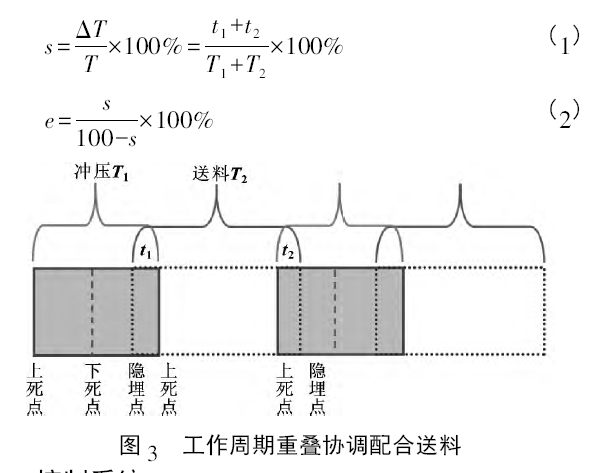
對整個送料-沖壓運動而言,完整工作周期可縮短 s,生產效率可提高 e,分別如式 ( 1) 和式 ( 2) 所示。
2 控制系統
2. 1 通信方式
由于壓力機采用支持 EtherCAT 總線的 PC 控制技術,且送料機需要進行多軸伺服控制,因此送料機控制器也采用德國倍福 PC 控制技術,不僅便于在送料機上實現 HMI、PLC 和 NC 的 “All-In-One”集成控制,而且便于在送料機與壓力機之間通過 EtherCAT 總線實現控制器間的信息通信,如圖 4 所示。
壓力機與送料機之間的通信連接非常簡單,將兩臺控制器之間的 RJ45 網絡接口通過 EtherCAT 總線連接即可。
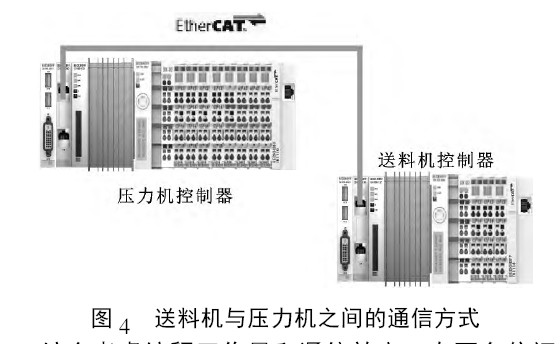
綜合考慮編程工作量和通信效率,在兩臺倍福控制器之間采用 RT-Ethernet 通信方式,不采用 ADS 通信方式。
采用 RT-Ethernet 通信時,還需對兩臺控制器進行配置,例如將兩臺控制器分別定義為網絡發布機和網絡接受機,定義網絡變量和各自的 PLC 變量,并將網絡變量與 PLC 變量連接與激活等。
2. 2 通信信息
為了保證送料機與壓力機之間的安全運行與信息交互,兩者之間需要交互的信息應該包括: 運行狀態信息,例如正常運行狀態還是故障報警狀態; 工作模式信息,例如壓力機處于 “單次”模式還是 “連續”模式,送料機處于 “手動”模式還是 “自動”模式
位置信息,例如壓力機的滑塊高度信息和送料機垂直軸的橫梁高度信息,滑塊高度信息可以通過從壓力機滑塊光柵尺或曲軸編碼器的信息獲得,橫梁高度信息可以通過從送料機垂直軸伺服電機內置編碼器的信息獲得。
2. 3 軟件設計
軟件設計的內容包括在 TwinCAT 開發軟件中編寫 PLC 控制程序,以及編輯 HMI 畫面等。
編寫 PLC 程序包括引用 TcMC2. Lib、建立軸變量、編寫運動控制代碼、配置 PLC 的軸變量與 NC 軸的對應關系、下載及調試 PLC 程序等。
編輯 HMI 畫面包括添加控件、關聯變量、下載運行以及利用電子示波器 Scope View 對狀態、位置、速度和扭矩進行監控等。
2. 4 第三方伺服電機配置
送料機雖然采用倍福的嵌入式 PC 作為控制器,而伺服采用的是深圳匯川的 IS620N 系列伺服驅動系統,后者雖支持 EtherCAT 總線,但還需要對 TwinCAT 開發軟件進行相關的配置操作,包括添加路由、掃描設備、設置抱閘參數、燒寫 XML 文件、配置RPDO 和 TPDO、設置通信模式、設置控制模式、激活配置以及 NC 調試等。
3 實驗測試
基于建立的實驗平臺,對壓力機與送料機在工作周期內不重疊協調控制與重疊協調控制分別進行了實驗測試。
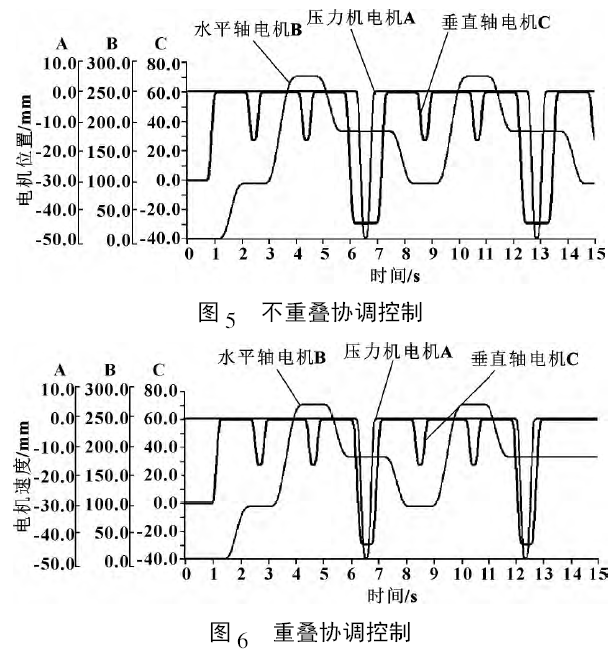
圖 5 和圖 6 所示分別為壓力機與送料機在工作周期內不重疊協調控制和重疊協調控制時,壓力機的電機、送料機的垂直軸與水平軸電機的運行時序圖。
從圖中可以看出,在 6~8 s 時段內,不重疊協調控制時,送料機的垂直軸完全返回到隱埋點后,壓力機的電機才開始驅動滑塊下行,當滑塊完全返回到上死點后,送料機的垂直軸才從隱埋點上升,開始新的沖壓周期;
而當重疊協調控制時,送料機的垂直軸尚未完全返回到隱埋點,壓力機的電機已開始驅動滑塊下行,且滑塊尚未完全返回到上死點,送料機的垂直軸已從隱埋點上升,從而在保證安全送料與沖壓的同時,縮短了靜態配合送料時壓力機與送料機的相互等待時間。
實驗測試數據如表 1 所示。T1 為壓力機沖壓周期,T2為送料機送料周期,t1為滑塊上行時兩機運動重疊時間,t2為滑塊下行時兩機運動重疊時間,T 為沖壓-送料完整周期所需時間,spm 即每分鐘沖壓次數,從數據中可以得到,采用協調控制后,沖壓-送料完整周期縮短了 0. 47 s,縮短率為 7. 54%,生產效率提高率為 8. 2%,假設原每天產能為 4 622 件,可提高到 4 992 件,每天增加產能 370 件。
4 結論
針對傳統壓力機與送料機之間靜態配合送料存在的局限性,提出工作周期重疊協調控制的解決方案; 對送料機的機械結構、送料運動、控制系統以及兩者之間的通信方式進行設計。
實驗測試結果表明,采用工作周期重疊協調控制后,沖壓加工的生產效率得到一定的提高,預期具有良好的經濟效益和市場前景。
參考文獻:
[1] 居躍峰.沖壓裝備自動化技術現狀與發展[J].鍛壓裝備與制造技術,2013( 1) : 10-12.
JU Y F.Status and Development of Automatic Technology for Press Equipment[J].China Metalforming Equipment &Manufacturing Technology,2013( 1) : 10-12.
[2] 李文彬,王玲軍,南慶季.多工序沖壓生產的自動化[J].鍛壓裝備與制造技術,2006,41( 4) : 26-28.
LI W B,WANG L J,NAN Q J. Automation of Automatic Stamping Line with Multi-procedure[J].China Metalforming Equipment & Manufacturing Technology,2006,41( 4) :26-28.
[3] 何芳.沖壓自動化的若干基本問題[J].鍛壓技術,1995
( 2) : 29-32.HE F.General Problems on Press Automation[J].Forging &Stamping Technology,1995( 2) : 29-32.
[4] 肖本海,鄭瑩娜,鄒世鵬,等.全自動沖壓生產線組網及分布式監控系統設計[J].機床與液壓,2016,44( 7) : 96-104.
XIAO B H,ZHENG Y N,ZOU S P,et al.Design of FieldNetwork Configuration and Distributed Monitoring System for Full Automatic Stamping Production Line[J].Machine Tool & Hydraulics,2016,44( 7) : 96-104.
[5] 李晶晶,王平,馬國禮,等.沖壓自動化軌跡及效率提升淺析[J].金屬加工( 熱加工) ,2016( 11) : 14-16.
[6] 朱仁淼,唐敦兵,徐亮亮,等.大型壓力機電子伺服三坐標多工位送料系統研發[J]. 中國機械工程,2011,22
( 24) : 2970-2976.ZHU R M,TANG D B,XU L L,et al.Research and Development of Electronic Servo Tri-axis Multi-position Transfer System for Large-scale Press[J].China Mechanical Engineering,2011,22( 24) : 2970-2976.
[7] 周玉林,張志強,侯雨雷,等.沖壓線機器人與壓機動作協調方法[J].制造技術與機床,2013( 1) : 77-80.ZHOU Y L,ZHANG Z Q,HOU Y L,et al.The Coordination Method between the Robot and the Press’s Movements in the Robot Automation Press Line[J].Manufacturing Technology & Machine Tools,2013( 1) : 77-80.
[8] 王明,黃英,王長潤.機器人沖壓自動線的生產節拍優化
[J].儀器儀表用戶,2008,15( 6) : 75-77.
WANG M,HUANG Y,WANG C R. The Optimizations of Productive Time in the Roboticized Automation Press Line
[J].Electronic Instrumentation Customers,2008,15( 6) : 75-77.
來源:網絡 侵刪
免責聲明:本文援引自網絡或其他媒體,與揚鍛官網無關。其原創性以及文中陳述文字和內容未經本站證實,對本文以及其中全部或者部分內容、文字的真實性、完整性、及時性本站不作任何保證或承諾,請讀者僅作參考,并請自行核實相關內容。


相關新聞

October 26, 2016
The Most Successful Engineering Contractor
Apr 15, 2024
基于Abaqus的齒圈壓板精沖工藝有限元分析(二)
Apr 15, 2024
基于Abaqus的齒圈壓板精沖工藝有限元分析(一)
Apr 12, 2024
基于沖壓同步工程側圍外板成形分析及結構改進(二)
Apr 12, 2024
基于沖壓同步工程側圍外板成形分析及結構改進(一)
Apr 11, 2024
合金化熱鍍鋅汽車外板沖壓脫鋅分析及改進(二)
Apr 11, 2024
合金化熱鍍鋅汽車外板沖壓脫鋅分析及改進(一)聯系方式
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.